

ການຄັດເລືອກຂອງສາຍແອວ conveyor ຍັງຕ້ອງຮັບປະກັນວ່າການໂຫຼດຢ່າງເຕັມທີ່ຂອງອຸປະກອນການ conveyor ໄດ້ຖືກອອກແບບສາມາດໄດ້ຮັບການສະຫນັບສະຫນູນກ່ຽວກັບສາຍແອວ, ເນື່ອງຈາກວ່າສາຍແອວ spans ລະຫວ່າງສອງ idler ຊຸດ.ຕາຕະລາງຕໍ່ໄປນີ້ແມ່ນຄໍາແນະນໍາກ່ຽວກັບຈໍານວນຕໍາ່ສຸດທີ່ຂອງ plies ພິຈາລະນາມີຄວາມຈໍາເປັນສໍາລັບການສະຫນັບສະຫນູນການໂຫຼດທີ່ຖືກຕ້ອງ, ໂດຍອີງໃສ່ sag ສາຍແອວລະຫວ່າງ idlers ຖືກຈໍາກັດສູງສຸດຂອງ 2% ຂອງ idler span.
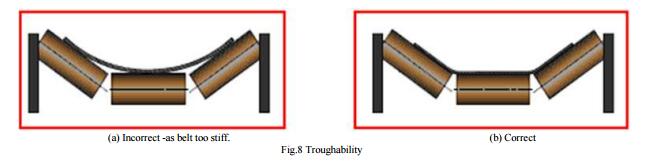
ຄວາມທົນທານຂອງສາຍແອວຜ້າ
ນອກເຫນືອໄປຈາກການເລືອກສາຍແອວໂດຍອີງໃສ່ຈໍານວນຕໍາ່ສຸດທີ່ຂອງ pies, ຄວາມແຂງຂອງສາຍແອວ fabric ໃນທົ່ວ width ຂອງຕົນໄດ້ຮັບຜົນກະທົບຈາກຈໍານວນຂອງ plies ໃນສາຍແອວເຊັ່ນ: plies ຫຼາຍເຮັດໃຫ້ສາຍແອວ stiffer.ຖ້າສາຍແອວແຂງເກີນໄປ, ມັນຈະບໍ່ຢູ່ຢ່າງຖືກຕ້ອງໃນຊຸດ idler troughed (ເບິ່ງຕົວຢ່າງຂ້າງລຸ່ມນີ້) ໃນສະພາບທີ່ຫວ່າງເປົ່າ.ນີ້ມັກຈະສົ່ງຜົນໃຫ້ misalignment ຂອງສາຍແອວທີ່ກ່ຽວຂ້ອງກັບໂຄງສ້າງ conveyor.ຕາຕະລາງຕໍ່ໄປນີ້ຊີ້ໃຫ້ເຫັນຈໍານວນສູງສຸດຂອງ pies, ທີ່ສາຍແອວ fabric ຄວນມີ, ເພື່ອຮັບປະກັນ troughability ທີ່ຖືກຕ້ອງແລະການສອດຄ່ອງສາຍແອວ.
PULLEY LAGING
ມີສາມປະເພດຂອງ lagging ຕົ້ນຕໍ, ທີ່ຖືກນໍາໃຊ້ໃນ pulleys ແລະເຂົາເຈົ້າໄດ້ຖືກອະທິບາຍຂ້າງລຸ່ມນີ້: ຢາງພາລາ lagging ແມ່ນນໍາໃຊ້ກັບແກະ pulley ເພື່ອປັບປຸງ friction ລະຫວ່າງ pulley ແລະສາຍແອວ.ທໍ່ລໍາລຽງລໍາລຽງມັກຈະຖືກສະຫນອງດ້ວຍເສັ້ນດ້າຍທີ່ມີຮ່ອງ.ການຊັກຊ້າຂອງເຊລາມິກຫຼືສາຍຂອງ pulley ແມ່ນຖືກນໍາໃຊ້ໃນກໍລະນີທີ່ pulley ເຮັດວຽກຢູ່ໃນສະພາບທີ່ຮຸກຮານທີ່ສຸດ.ຕົວຢ່າງຂອງເງື່ອນໄຂດັ່ງກ່າວແມ່ນ pulleys ໃນລິຟຄຸ, ບ່ອນທີ່ pulleys ດໍາເນີນການພາຍໃນເຮືອນລິຟທີ່ປິດລ້ອມແລະວັດສະດຸບໍ່ສາມາດປ້ອງກັນບໍ່ໃຫ້ກາຍເປັນ trapped ລະຫວ່າງ pulley shell ແລະສາຍແອວ.
ຄູ່ມືການອອກແບບທິດສະດີທົ່ວໄປ
ທໍ່ລໍາລຽງສາຍແອວທັງຫມົດຈະຖືກອອກແບບຕາມຄໍາແນະນໍາທີ່ໃຊ້ໄດ້ (DIN, CEMA, ANSI).ຈາກປະສົບການ, ເບິ່ງບາງລັກສະນະເບື້ອງຕົ້ນຂອງວັດສະດຸຫຼາຍ, ຄວາມຫນາແຫນ້ນ, ສະພາບທາງດ້ານຮ່າງກາຍແລະອື່ນໆ.
ຄວາມໄວສາຍແອວ
ຈໍານວນຂອງປັດໃຈຄວນໄດ້ຮັບການພິຈາລະນາໃນເວລາທີ່ກໍານົດຄວາມໄວສາຍແອວ conveyor ທີ່ຖືກຕ້ອງ.ພວກເຂົາປະກອບມີຂະຫນາດຂອງວັດສະດຸ, ຄວາມອຽງຂອງສາຍແອວຢູ່ຈຸດໂຫຼດ, ການເຊື່ອມໂຊມຂອງວັດສະດຸໃນລະຫວ່າງການໂຫຼດແລະການໄຫຼ, ຄວາມເຄັ່ງຕຶງຂອງສາຍແອວແລະການບໍລິໂພກພະລັງງານ.
ເວລາປະກາດ: ຕຸລາ-18-2021